P20 + Ni/1.2378
Tool Steel
Tool and Die Steel Includes Cold Work Steel, Hot Work Steel, Plastic Mould Steel, High Speed Steel. These tool materials adhere to great quality demands of steel like temper, strength, toughness, resistance to tempering, hardening capacity, dimensional stability etc. The range of Tool Steel in our store includes products from renowned manufacturers.
Main characteristics and applications
Pre-hardened plastic mould steel with excellent hardening penetration, good machinability, polishing and texturing properties.
This steel is used for plastic moulds of medium and big size. It can be subject to a nitriding or PVD treatment to improve its wear resistance.
Main applications: thermoplastic injections and extrusion moulds, rubber moulds, large moulds, frames, containers.
Chemical composition (typical; in weight %)
| C | Si | Mn | P(Max) | S(Max) | Ci | Mo | Ni |
|---|---|---|---|---|---|---|---|
| 0.35-0.45 | 0.20-0.40 | 1.30-1.60 | 0.03 | 0.03 | 1.80-2.10 | 0.15-0.25 | 0.90-1.20 |
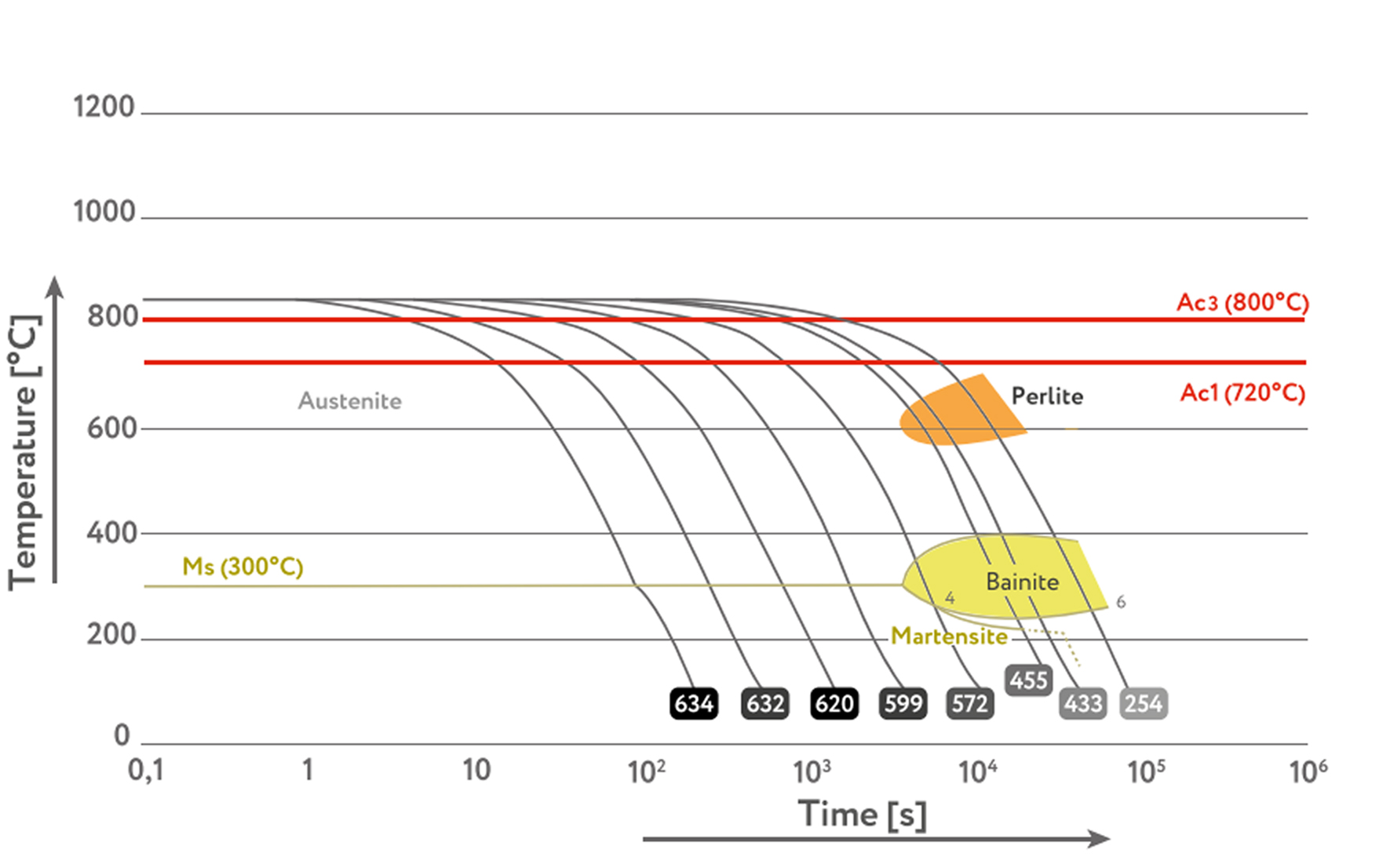
Critical points
- Ac1 720 °C
- Ac3 800 °C
- Ms 290 °C
Production technology
- EAF – LF – VD – Forging – Heat treatment QT
US specification
- In according to standard EN10228-3 Class 4 and standard SEP 1921 Class E/e
Delivery condition
- WW.NR. 1.2738 is delivered in quenched and tempered condition, with hardness range 300 – 340 HB (32 – 37 HRC).
Physical properties (reference values)
| 20°C | 100°C | 200°C | 500°C | |
|---|---|---|---|---|
| Thermal expansion coefficient (10-6/K) | 12.0 | 12.4 | 14.1 | |
| Thermal conductivity (W/mk) | 33.1 | 33.5 | 32.6 | |
| Young modulus (Kn/mm2) | 212 | 205 | 175 |
Heat treatment
| TREATMENT | TEMPERATURE | HOLDING TIME (HT) | COOLING | COMMENTS |
|---|---|---|---|---|
| Annealing | Heat to 680 - 700 °C | Min. H.T. for 2 minute /mm | Air or furnace | In order to obtain hardness lower than 250 HB ( 24 HRC) to improve machinability |
| Stress relieving | Heat to 560 - 600 °C (max 30 °C below tempering temperature) | Min. H.T. for 2 minute /mm | Air or furnace | To be carried out after machining, is recommended to eliminate the residual stresses induced by mechanical working |
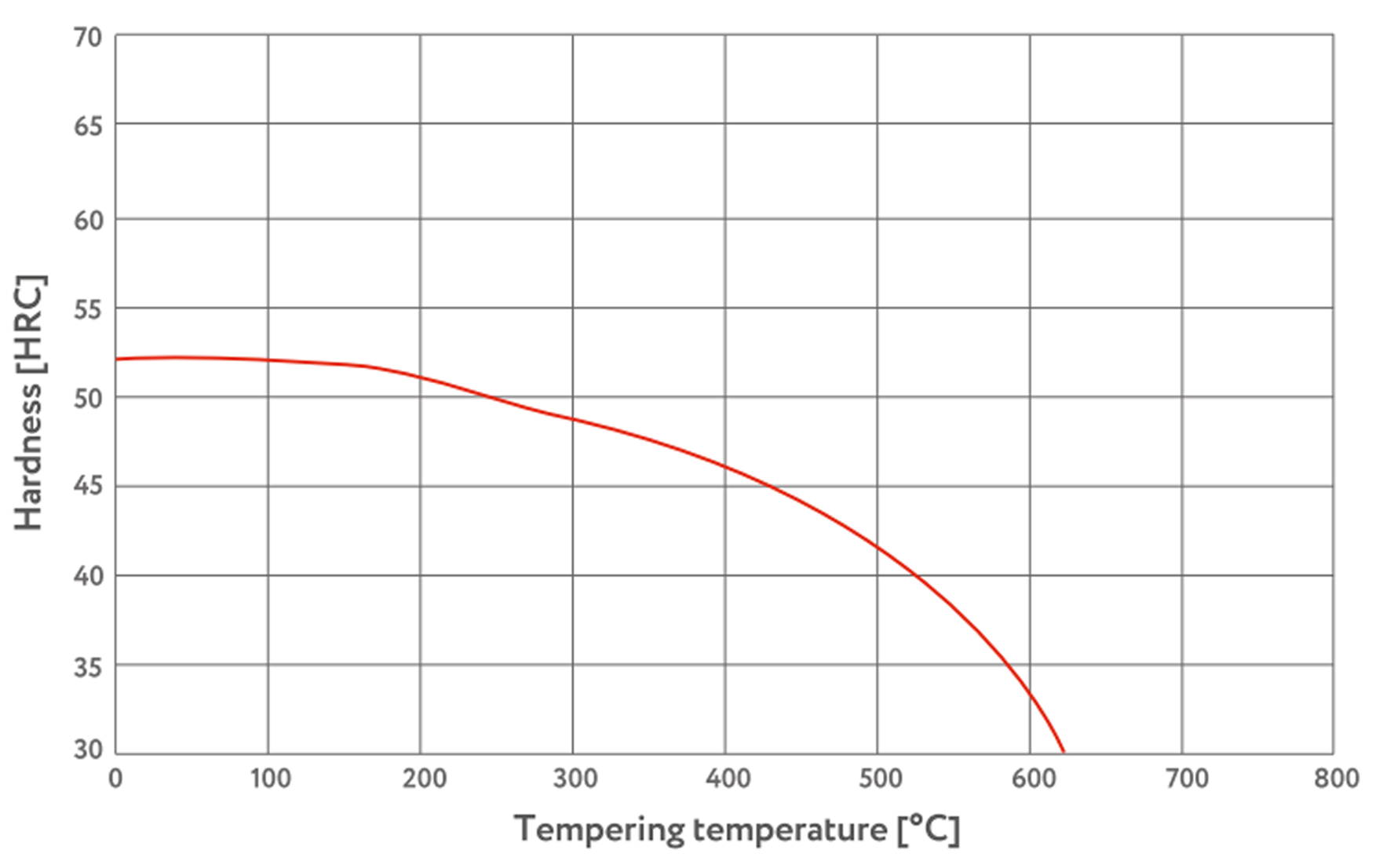
| Hardening | Heat to 860-880°C | Min. H.T. for 1 minute /mm | Polymer | - |
| Tempering | Heat to 550 – 620°C | Min. H.T. for 3 minute /mm | Air or furnac | To be carried out after hardening. 2nd Tempering must be performed to max 30°C below tempering temperature |